

汽车后桥轴管锻造工艺设备-2000吨多向锻造液压机
汽车后桥半轴管受汽车后桥的全部载荷,因此对该零件的机械强度有严格的要求。半轴管是焊装在汽车后桥两端用来连接车轮和制动鼓的零件。后桥半轴管零件多采用锻造成型工艺生产制造而成,采用制坯、预锻和终锻,用两火锻出。山东威力重工设计生产生产1500吨、2000吨、2500吨、3000吨等汽车后桥轴管锻造液压机,有四柱式、框架式、组合式等多种。

汽车后桥轴管锻造成型
空心轴管锻造工艺步骤:材料预备、材料配制、原胚热处理、模具定型、外观检查、冷却等。具体锻造工艺为:
1、坯料加热后,首先在第1台液压机上进行第1个锻造工序(压型),然后在第2台液压机上进行第2个锻造工序(镦挤),最后在第3台液压机上完成第3个锻造工序(反挤)。
2、四步成形法利用2台液压机,在汽车后桥轴管锻造工艺设备-2000吨多向锻造液压机工作台和滑块上安装滑台,在上下滑台上安装2套模具,在推拉缸的作用下,滑台沿着工作台和滑块移动。因此,在2台液压机上可进行4个工序来成形套管,锻造工艺过程为:坯料加热后,传送到第1台液压机,此时,第1台液压机上第1套模具中心与液压机中心重合,坯料在第1个工位中成型;压型后的工件被送到第2个工位,推拉缸同时动作,第2个工位压力中心与设备中心重合,滑块下行,完成第2个成型工序镦挤;将镦挤件传送到第2台液压机上,与第1台液压机类似,依次完成一次反挤和二次反挤工序。

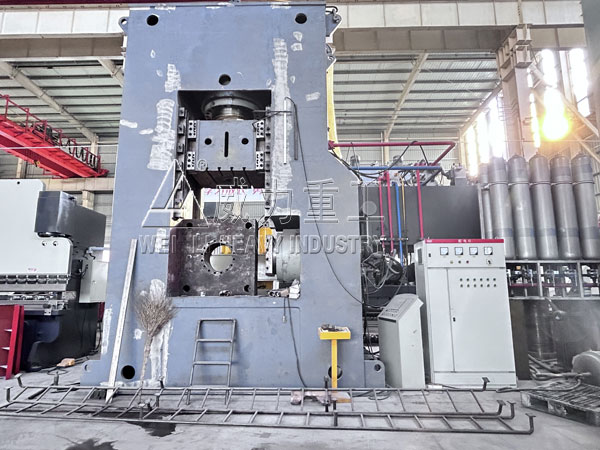
框架式汽车车桥轴管锻造液压机
汽车后桥轴管锻造工艺设备-2000吨多向锻造液压机机体采用优质铸钢件和高强度立柱,设备性能稳定,强度刚性强,长时间使用不变形不断裂:锻造汽车配件液压机结构分为:采用四柱式结构,操作工艺简单,数控计算机优化设计:采用框架式结构,锻造液压机八面导轨设计刚性好,锻造汽车配件精度高,抗偏载能力强。可根据不同原材料,调整系统压力和锻造速度,提高成品了:根据汽车配件形状、工艺调整自动化模式,本机有手动、半自动和全自动三种锻造操作方式:
2000吨多向锻造液压机用于生产汽车后桥轴管
汽车后桥轴管锻造工艺设备-2000吨多向锻造液压机价格是由机器型号、结构形式和液压电气配置三种因素决定的,其中三梁四柱锻造液压机结构形式是最经济实用的一款机型,也是大多数小型汽车配件厂家优选的型号,快速锻造框架液压机是一款实用效果最好的一款机型,主要是它的结构形式稳定,机身四面装有导轨,经久使用确保机身不变形,保持其平行和垂直精度。多向锻造液压机用途则特别广泛,既有立式油缸又有卧式的油缸,可以做复杂的汽车配件,也可以光用立缸或则光用卧式做简单一些的汽车配件。

汽车后桥轴管锻造过程
2000吨汽车后桥轴管锻造液压机的优点:
1、投资小、耗能低、易维修、操作简单;
2、投资成本低;
3、生产效率高、加工零件精度高、节约原材料、噪音低。

锻造成型后桥轴管
相关资讯




最新产品
2000吨空心轴叉管锻件多向
-

- 空心轴叉管锻件主要是利用锻压机械对金属毛坯料施加压力,使其产生塑性变形...
1200吨矿用掘进机截齿锻造
2000吨锻造挖掘机履带板液
汽车车桥轴管锻造液压机

2000吨多向锻造液压机-20
630吨框架式汽车配件冲压
500吨汽车配件热挤压液压

1200吨锻造液压机-1200吨热

点击率高的文章
- 全自动陶瓷粉末液压机液
- 天水客户订购一台800吨框
- 500吨框架式玻璃钢地沟盖
- 1000吨塑料制品热固成型液
- 伺服框架式油压机节能改
- 315吨伺服框架式液压机采
- 400吨多向锻造液压机厂家
- 框架式/四柱液压机都可压
- 框架式液压机厂家祝新老
- 1000吨伺服框架导轨式拉伸
