

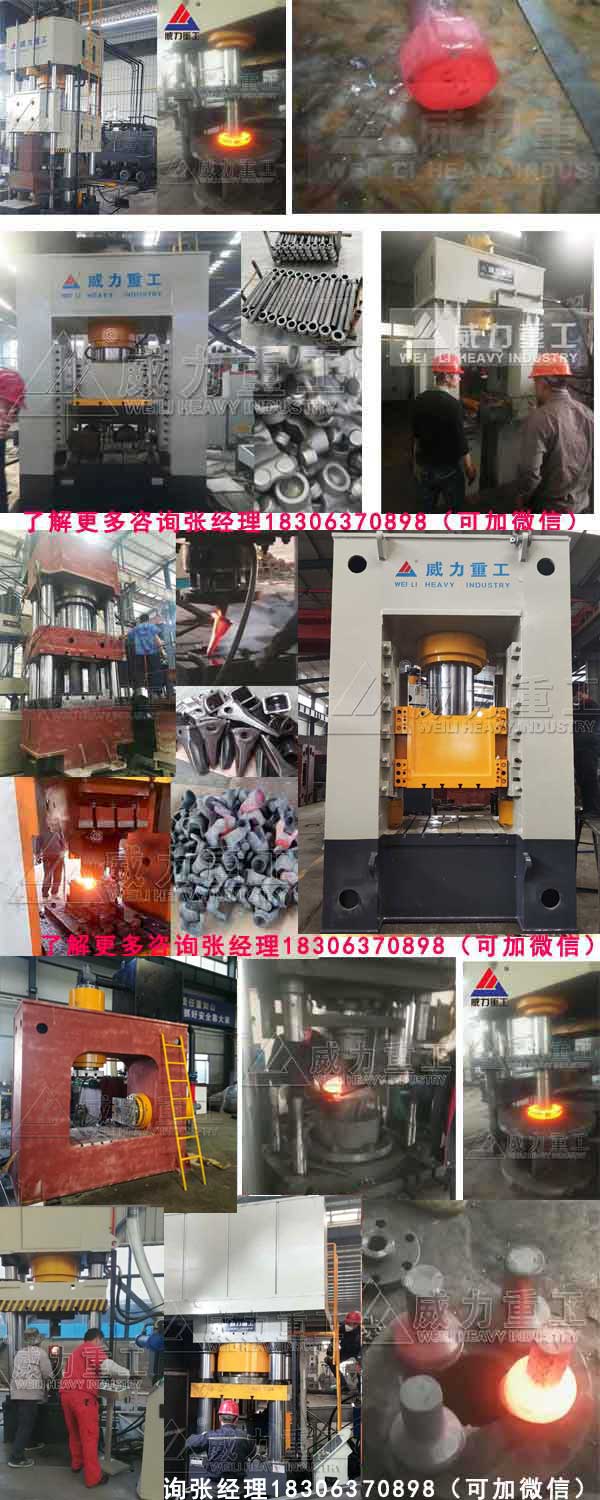
1500吨热锻车桥支撑轴液压机锻造工艺步骤?
汽车车桥支撑轴锻造件是金属在固态加热后通过锻压成形的。轴类锻件它要求金属要有良好的热塑性,一般轴锻件均为钢件,它的强度高、塑性好,适合于制造受力大,要求高的重要零部件。如螺栓、轴类、齿轮等。车桥支撑轴热锻液压机需要配合模具在加热到一定温度后模锻成型。所需热模锻液压机吨位常用1000吨、1500吨、2000吨、2500吨、3000吨液压机等,公司会根据锻造工艺及产品特点核算定做热锻车桥支撑轴液压机设备,采购定做可随时来公司实地考察并与技术探讨机器工艺,却热锻液压机吨位及结构机器,常见的有四柱式热模锻液压机、框架式热锻机两种。。了解更多联系张经理:18306370898(可加微信)

热锻车桥支撑轴步骤如下:
(1)将钢锭毛坯一端进行倒棱,另一端压冒口做钳把,切除多余长度,切水口,去毛刺;
(2)将毛坯装入漏盘镦粗;
(3)取出坯料压四方倒角,拔八方滚圆,错钳把;
(4)拔杆,锻出两端台阶至设计尺寸,再将两端装入模具镦粗;
(5)平整两端,反复收八方,用冲头冲双面冲穿孔;
(6)利于马棒进行两次扩孔;
(7)平整两端面,使得厚度达到设计尺寸,冲头灌圆内孔,进行平整;
(8)红测尺寸合格后,交热处理.
算料与下料是提高材料利用率,实现毛坯精化的重要环节之一。过多材料不仅造成浪费,而且加剧模膛磨损和能量消耗。下料若不稍留余量,将增加工艺调整的难度,增加废品率。此外,下料端面质量对工艺和轴锻件质量也有影响。加热的目的是为了降低锻造变形力和提高金属塑性。准确控制始锻及终锻温度,对产品组织与性能有极大影响。

热锻成型车桥支撑轴
1500吨热锻车桥支撑轴液压机机器采用三梁四柱结构形式,主要由机身、油缸、移动工作台、液压传动系统、电控系统、润滑系统等组成。具有独立的动力系统和电气系统。液压系统采用先进的二通插装阀控制技术,有效解决了1500吨热锻车桥支撑轴液压机流量大、速度快、卸压快等液压控制难题。电气控制系统采用PLC可编程控制器,提高了电控系统的可靠性,实现了对锻造液压机速度、压力及压力分级的准确控制,并很容易实现1500吨热锻车桥支撑轴液压机和辅机装置的连锁控制。1500吨热锻车桥支撑轴液压机可配移动工作台,方便用户更换模具。机器的工作压力、行程范围均可根据工艺要求进行调整。1500吨热锻车桥支撑轴液压机采用全新液压控制系统及高性能、高品质液压元件、密封元件及电器元件,确保机器的可操作性及耐用性,具有低功率、低噪声、高可靠性、灵活性好、寿命长等优点。主要用于各种锻件的锻造工艺:开坯镦粗、拔长、扩孔、弯曲等,也可从事其他金属板件的拉伸、落料、弯曲、校正等工艺。
热锻液压机是能够完成各种自由锻造工艺的锻造设备,是锻造行业使用广泛的设备之一。目前有800T、1600T、2000T、2500T、3150T、4000T、5000T等系列规格的锻造液压机。山东威力重工机床有限公司设计生产有热锻液压机、模锻液压机、自由锻造液压机、多向锻造液压机、红冲液压机等,公司设计制造经验丰富,可根据客户工艺需求定做,采购了解公司案例可电话咨询张经理:18306370898(可加微信)
相关资讯




最新产品
2000吨空心轴叉管锻件多向
-

- 空心轴叉管锻件主要是利用锻压机械对金属毛坯料施加压力,使其产生塑性变形...
1200吨矿用掘进机截齿锻造
2000吨锻造挖掘机履带板液
汽车车桥轴管锻造液压机

2000吨多向锻造液压机-20
630吨框架式汽车配件冲压
500吨汽车配件热挤压液压

1200吨锻造液压机-1200吨热

点击率高的文章
- 全自动陶瓷粉末液压机液
- 天水客户订购一台800吨框
- 500吨框架式玻璃钢地沟盖
- 1000吨塑料制品热固成型液
- 伺服框架式油压机节能改
- 315吨伺服框架式液压机采
- 400吨多向锻造液压机厂家
- 框架式/四柱液压机都可压
- 框架式液压机厂家祝新老
- 1000吨伺服框架导轨式拉伸
